


Automation

Automation does not represent a reduction in the number of jobs available, but rather an increase in productivity and quality of processes. In this way, companies become more competitive, increasing their chances of operating in the market. Furthermore, even when automated, welding processes require supervision by an operator for small adjustments that are intrinsic to the procedure. And for a person to be able to perform this activity, he or she must “know how to weld”. Therefore, what is foreseen is not a reduction in the number of jobs available, but a greater qualification of the workforce, which results in better income. It also encourages the generation of specialized human resources, with scientific and technological knowledge, which will increasingly provide added value to national products.
The text above was taken from the work: “DEVELOPMENT OF MIG/MAG WELDING IN METAL TRANSFER BY SHORT CIRCUIT WITH CURRENT CONTROL FOR APPLICATION IN ROOT PASSES” by RÉGIS HENRIQUE GONÇALVES E SILVA (MECHANICAL ENGINEER)
“Research in the welding field does not seek to improve processes, but rather to remove the welder from the welding environment, which is highly aggressive. During welding, the welder is exposed to radiation emitted by the arc, toxic gases from chemical reactions in the arc, and splashes of molten metal drops at high temperatures. In addition to being in a highly unhealthy environment, the welder also performs many tasks: such as adjusting welding parameters and variables, controlling the quality of the weld bead, guiding the gun, etc. This type of work causes the welder to become fatigued quickly and this is one of the main causes of low productivity in manual welding procedures. Therefore, in order to reduce human interference in welding, there is an increasing trend towards automating welding processes. This fact means that the worker is not as exposed to the harmful effects on health and also increases the amount of material deposited per hour and, consequently, productivity. Performing straight and curved welds on the plane with a certain regularity is very important. And this regularity is difficult to achieve with manual welding, because the welder, no matter how experienced he is, cannot maintain constant important parameters for a long period of time, such as welding speed, arc height, attack angle and gun positioning along the trajectory. Even if he could maintain these welding parameters constant along a bead, another difficulty that would arise for the welder would be to reproduce the same weld repeatedly. This is another reason for using automated welding.”
The above article is part of a Scientific and Technical Paper presented at the 3rd Brazilian Congress of R&D in Oil and Gas (October 2005). The title of the paper is “Application of equipment in the mechanization of welding on tank surfaces” and was written by Billy Alceu de Abreu, Prof. Jair Carlos Dutra, Dr. Eng. Carlos Eduardo Broering. Welding Laboratory, LABSOLDA, Federal University of Santa Catarina.
Automation, in addition to enabling significant improvements in productivity and quality, also offers other benefits, such as:
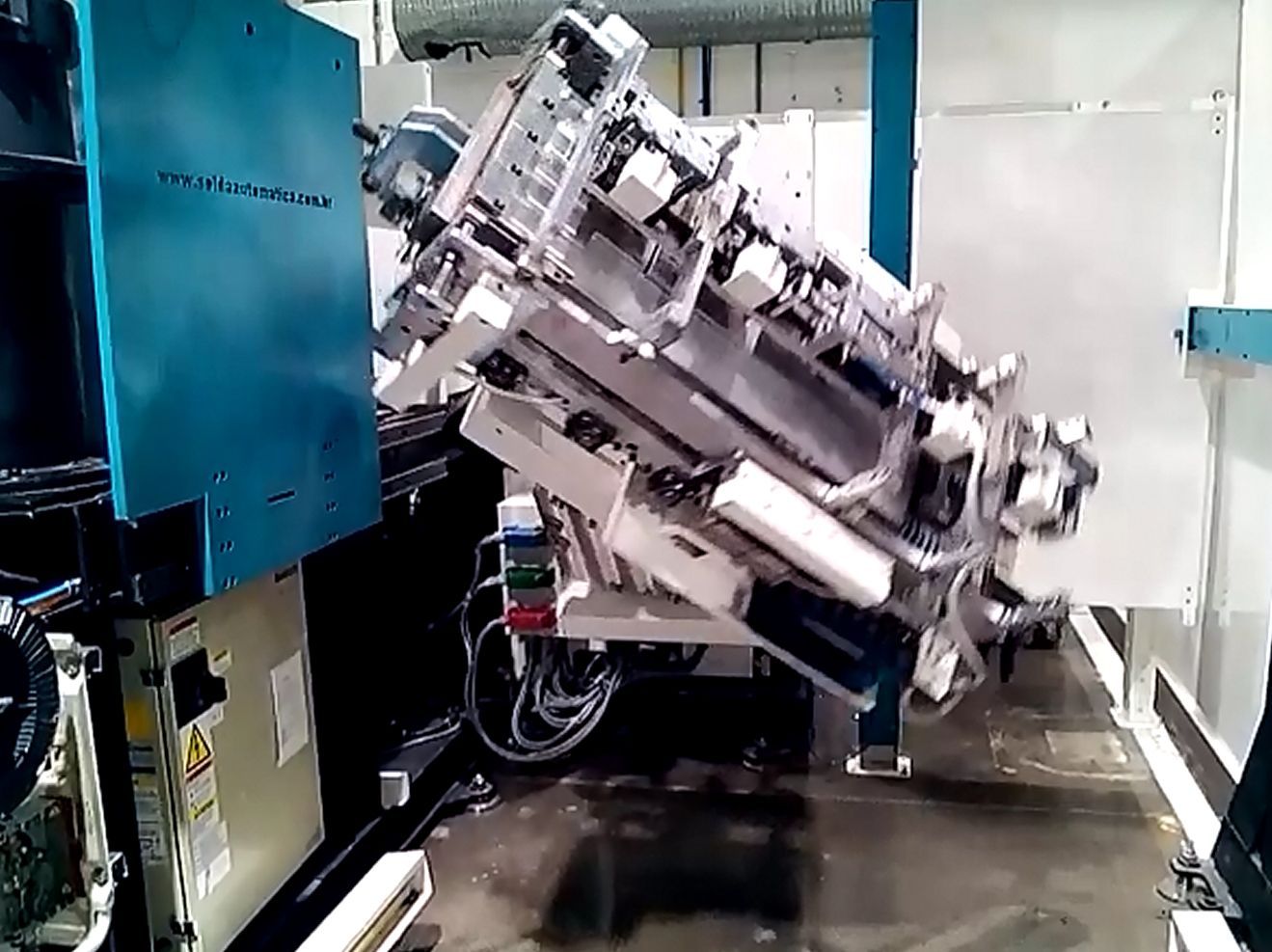
· Significant improvement in working conditions, reducing or eliminating unhealthy conditions. The need for PPE normally used by welders (masks, caps and various scraping devices: gloves, aprons, sleeves and leggings) is eliminated. Can you imagine the temperature that a welder can withstand on a summer day, combined with the heat emitted by welding and the suffocation caused by the PPE used? Remember that fans should not be used in the MIG and TIG processes. Enclosing the welding area prevents the operator from being exposed to ultraviolet (UV) radiation. An exhaust unit with a filter prevents contamination of the environment by fumes from the welding process.
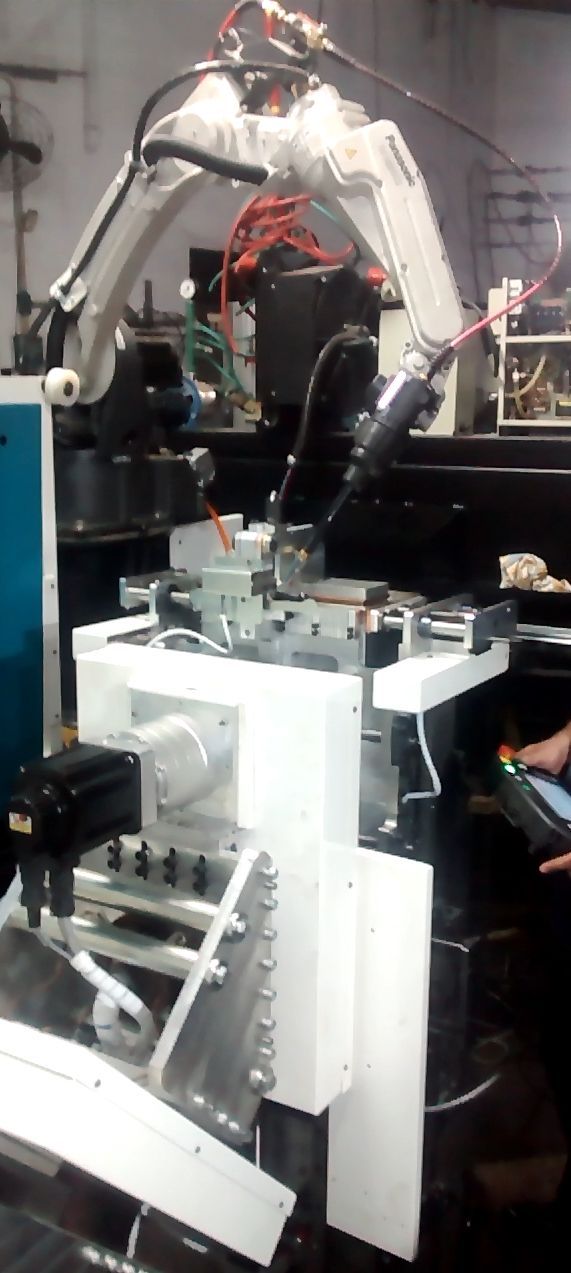
· Reduction of operating costs, since due to the increase in welding speed we use a smaller amount of gas, less expenses with salaries and charges, less amount of rework and scrap produced, uniform deposition of material not depositing more than necessary, there is the possibility of integration with a manufacturing cell. Repeatability of welding parameters, thus allowing the constancy of the characteristics of the beads, thus facilitating the quality control of the process. By automating the process, it is possible to control the parts by sampling since there is repeatability of the height of the nozzle, stick-out, positioning of the torch and part, and constant welding speed. We remember that for this to be possible and practical, all the components involved must be of good quality and in good working order, such as the welding source, torch, gas, wire, positioning equipment and/or welding robot.
Before automating a welding process we must remember that:
- In a brief instant the metal is liquefied and therefore suffers the effect of gravity, therefore, the welding position is very important in choosing the parameters.
- The electric arc ionizes the gas and plasma is formed (4th state of matter) which undergoes magnetic interference.
- The mass and shape of the parts to be welded interfere with heat transfer, which in turn interferes with the position, penetration and shape of the weld bead.
- Heat interferes with the molecular structure of the part's material and can modify its physical properties.
- Due to the intense heat of the plasma, chemical reactions and molecular breakdown can occur, modifying the chemical composition of the welded part.
- Heat generates strong tensions in the structure of the material, expanding and contracting rapidly, and often causing cracks.
- These internal stresses can cause warping and weakening of the part over time. Therefore, stress relief heat treatment is recommended after welding and before machining.
- Various defects can occur such as undercutting, lack of penetration, lack of fusion, porosity, discontinuities, hydrogen-induced cracking, slag inclusion, crater cracking, insufficient deposition, etc.
- Arc welding emits radio frequencies that can affect and even burn electronic components.
- The safety item must be considered a priority due to automated movements.
- The project must take into account ergonomics, care with sharp corners and any other detail that could cause an accident or injury due to repetitive movements.
Good welding depends on many factors, and as there are several variables involved we must eliminate those that are within reach:
- Using a good wire feeder and a good welding source, preferably synergic, in most cases the investment does not reach 10% of the value compared to a machining center and can have an equal or greater impact on the quality of the final product. A good welding source usually has several automation features, maintains constant welding parameters even with variations in mains voltage, low level of spatter, lower power consumption and stable electric arc.
- Use a good quality torch.
- Good quality consumables: solid or tubular wire (if the process is MIG), be careful when choosing the shielding gas as it affects the characteristics of the arc, metal transfer, penetration, width and shape of the weld bead and welding speed.
- Dimensional uniformity of the parts to be welded. In some cases, the dimensions of the finished parts have open tolerances (less precise), but in some cases, in order to make the automation process viable, some dimensional, shape and/or position tolerances must be closed (more precise).
- Protect the welding area from air currents to avoid losing gas protection.
- A good fixing jig must have repeatable positioning of the parts to be welded.
- The torch movement must have constant speed and positioning, keeping the distance between the nozzle and the part constant.
- The welding direction and the angle formed between the torch and the welding joint must be kept constant, as they affect penetration, arc stability, splash formation and bead width.
- Remove oil, oxidation, moisture, paint, etc. from the parts to be welded.

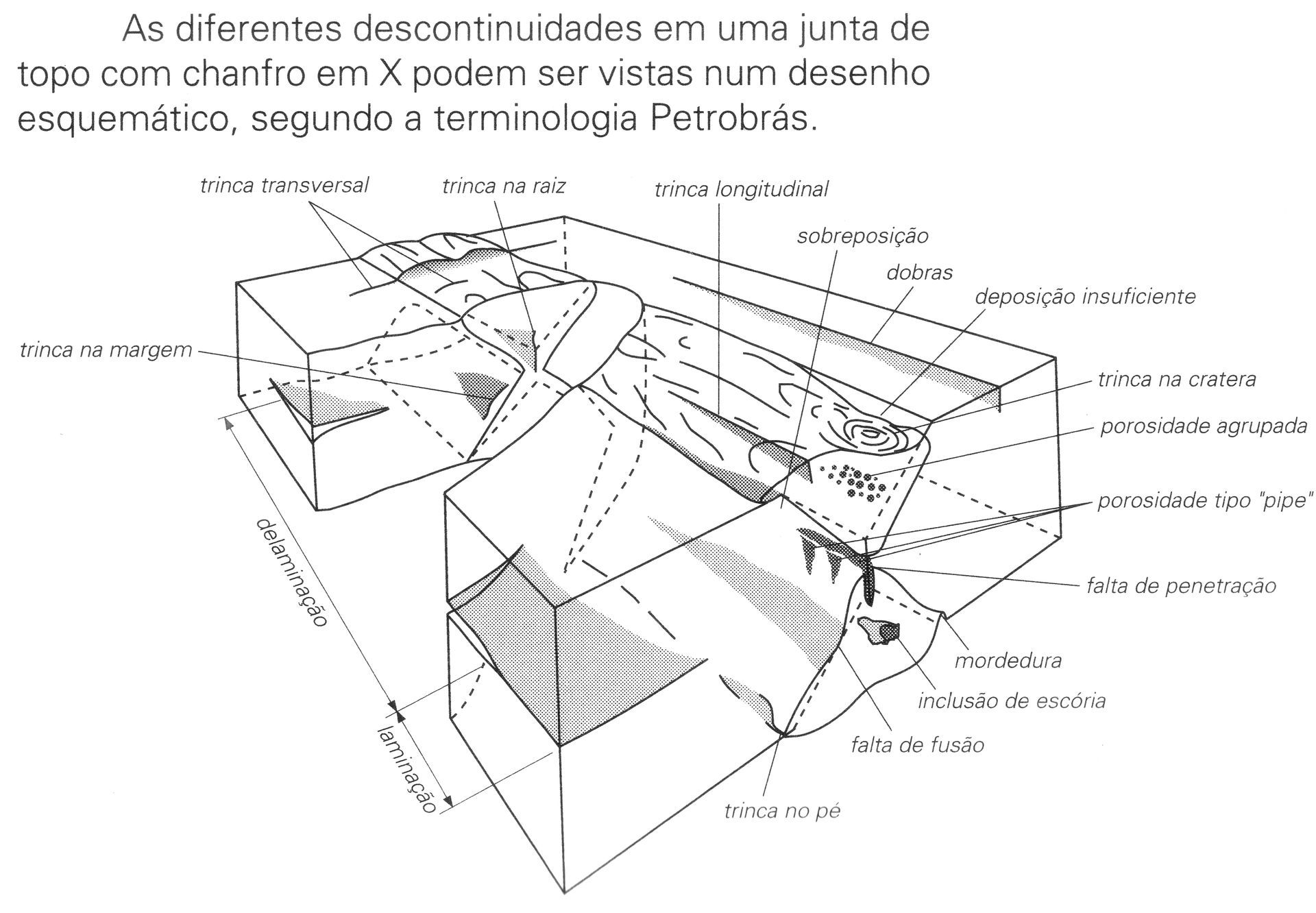
The figures above were taken from the book: "Welding - Senai Technology Collection"
